微型電機殼變薄拉深的成形工藝分析
來源:www.sczmtz.com 發表時間:2020-03-21
變薄拉深主要是在拉深過程中改變拉深件筒壁的厚度,而毛坯的直徑變化很小。其模具的間隙小于板料厚度。變薄拉深具有如下特點:由于材料的變形是處于均勻拉力下,材料產生很大的加工硬化,金屬晶粒變細,增加了強度;經塑性變形后,新的表面粗糙度小。
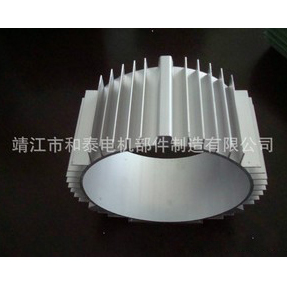
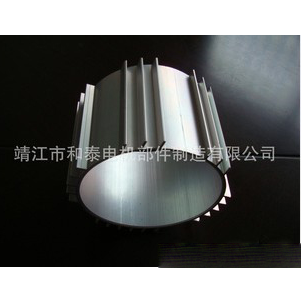
微型電機殼體外圓要求得到 ,高硬度的表面,其壁厚小于坯料的厚度,故需要進行變薄拉深的成形工藝。根據前面對變薄拉深率的計算,知該工序可以一次完成。值得注意的是,凹模圓角即常被稱作的凹模半錐角,其對變薄拉深零件的成形質量以及成形難度有著不可忽略的影響。根據經驗,半錐角一般在10°一20°之間,在此,取15°作為微型電機殼體變薄拉深的變薄角度。
一、壓邊形式和壓邊力
因變薄拉深主要是對外圓壁部的變形過程,所以對于壓邊圈及壓邊力采用略大于反拉深的作用力。變形過程中模具采用正裝的結構。
二、變薄拉深凸、凹模建模
對于外圓反拉深和變薄拉深時,壓邊力(頂料力)應足夠大,否則容易從內孔拉料,影響產品尺寸與精度。
在板料成形數值模擬過程中,影響沖壓成形結果的因素很多,其中包括模具的形狀和結構、拉延筋參數、板坯的大小、厚度及材料的流動、壓邊力、摩擦和潤滑、網格劃分質量等情況。為了準確地對沖壓成形過程進行仿真分析,需要合理地確定毛坯或半成品的初始形狀、材料參數,各接觸界面的摩擦潤滑模型中的靜、動態摩擦系數和粘度系數,以及壓力機的力一運動曲線、壓邊力的加載方式和加載曲線、網格劃分數量等參數。
上一條:參照電動機殼圖片來選購產品更便捷
下一條:尺寸精度達標的鋁電機殼質量更可靠
相關新聞
- 鋁電機殼的外觀和技術功能
- 微型電機殼是一種非常優質的小型電機殼
- 鋁金電機****靖江市和泰電機部件制造有限公司
- 提前祝大家新春快樂,闔家歡樂!